Planungsmethodik in der Automobil-MontageIdentifizierung von Vor- bzw. Hauptmontageumfängen
Lesedauer: 7 Minuten
|

Die zunehmende Anzahl an Modellen und Derivaten in der Automobilindustrie führt zu einer Zunahme an varianten Arbeitsvorgängen (AVOs) in der Montage. Die Planung solch varianter AVOs stellt eine besondere Herausforderung dar. Im Rahmen des Forschungsprojektes ARENA 2036 wurde eine Planungsmethodik für die Verteilung von Arbeitsvorgängen in die Haupt- und Vormontage mit dem Ziel einer variantenmixflexiblen Hauptmontage entwickelt.
Die Automobilindustrie erlebt den Trend der Personalisierung [1] und dadurch eine signifikante Zunahme an Fahrzeugmodellen und eine steigenden Varianz innerhalb dieser Modelle [2]. Die Vielzahl an Produktvarianten führt mit variierenden Arbeitsinhalten zu Taktzeitspreizungen – ein Zustand, der die aktuell dominante Montagestruktur der getakteten Fließmontage an die Grenzen ihrer Leistungsfähigkeit treibt und in sinkender Effizienz mündet [3, 4]. Eine Befähigung bestehender Montagesysteme zu einer höheren Variantenmixflexibilität durch Ansätze der Wandlungsfähigkeit [5, 6] ist Gegenstand aktueller Forschungsprojekte [7], jedoch noch nicht durchgängig in der Praxis der automobilen Montage implementiert.
Im Folgenden wird eine Planungsmethodik vorgestellt, welche die Erhöhung der Variantenmixflexibilität in der bestehenden Montagestruktur der getakteten Fließmontage anstrebt. Durch gezieltes Verteilen von Montageumfängen auf die Vormontage wird die Realisierung einer Hauptmontage unterstützt, die weitgehend frei von Taktzeitspreizung ist.
Taktzeitspreizung durch zunehmende Produktvarianten
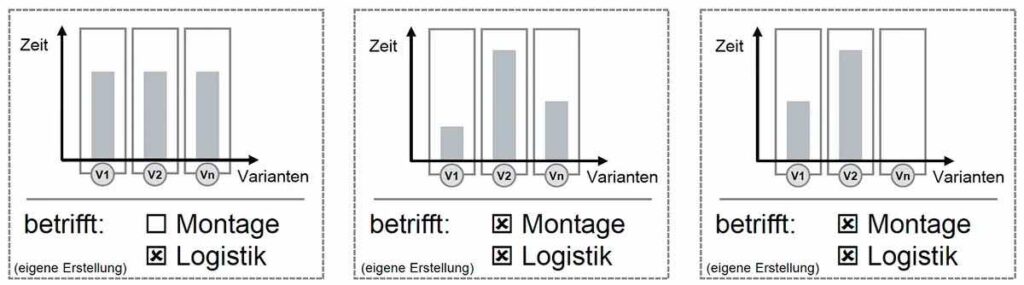
Wie in Bild 1 dargestellt, können Produktvarianten zu drei möglichen Varianten in der Montage führen: Werden variante Bauteile in der gleichen Montagedauer gefügt, so hat dies primär Einfluss auf die Logistik, welche die unterschiedlichen Bauteile bereitstellen muss (Bild 1 links). Ein Beispiel hierfür sind Bauteile mit optischer Varianz, die mit dem gleichen Fügeprozess montiert werden (z. B. gleiches Bauteil mit unterschiedlicher Farbe).
Variiert jedoch die Prozesszeit (Bild 1 Mitte), oder entfällt der Montageprozess für einzelne Varianten komplett (Bild 1 rechts), so wirkt die Produktvarianz direkt auf die Montage. Ein Beispiel für eine solche Varianz ist die Montage eines zusätzlichen Soundsystems in die Fahrzeugtür mit unterschiedlichen Lautsprechern, die je nach Kundenkonfiguration auch entfallen können.
In der variantenreichen Serienproduktion erfolgt die Austaktung der Montagelinie für einen bestimmten Variantenmix. Bei der Austaktung werden die Arbeitsvorgänge, unter Berücksichtigung der Taktzeit, den einzelnen Arbeitsstationen fest zugeordnet. Die Austaktung verfolgt grundsätzlich das Ziel einer maximalen Mitarbeiterauslastung. Ändert sich der Variantenmix über eine vordefinierte Grenze hinaus, kommt es zu einer Unter- bzw. Überlast der Mitarbeiter [8].
Möglichkeiten der Austaktung
Verschiedene Möglichkeiten der Austaktung sind im Folgenden anhand von Zielkriterien bewertet. Neben einer hohen Mitarbeiterauslastung sowie einem geringen Steuerungsaufwand ist auch die Variantenmixflexibilität als Zielkriterium aufgeführt. Angelehnt an die Definition der Flexibilität wird unter Variantenmixflexibilität die Fähigkeit verstanden, auf einen veränderten Variantenmix innerhalb eines prinzipiell vorgedachten Umfangs reagieren zu können [9, 10].
Die Basis der Austaktung des Durchschnittsfahrzeugs bildet die mittlere Montagezeit über alle Produktvarianten hinweg. Das sich daraus ergebende Problem ist die Überlastung der Mitarbeiter bei einem hoch ausgestatteten bzw. Unterauslastung bei einem gering ausgestatteten Fahrzeug. Daher wird diese Planungsmethode in der Praxis durch die Reihenfolgeplanung ergänzt.
Die Reihenfolgeplanung legt den Produkt- bzw. Variantenmix fest [11] und definiert Restriktionen hinsichtlich der Reihenfolge unterschiedlich ausgestatteter Fahrzeuge. So dürfen beispielsweise nicht mehrere maximal ausgestattete Fahrzeuge direkt hintereinander montiert werden. Bei der Kombination dieser beiden Planungsmethoden ist eine hohe Auslastung der Mitarbeiter erreichbar. Allerdings ist die Austaktung in diesem Fall nicht variantenmixflexibel [11].
Eine weitere Möglichkeit ist die Auslegung der Montage auf das Maximal-Fahrzeug. Zwar wird dadurch die Unabhängigkeit hinsichtlich des Variantenmixes erzielt, jedoch sind die Mitarbeiter nur bei Maximal-Fahrzeugen ausgelastet. Bei Fahrzeugen mit geringerer Ausstattung sind die Mitarbeiter unterlastet, wodurch der Anteil wertschöpfender Tätigkeiten und damit die Wirtschaftlichkeit einer Montage sinkt.
Bei der Austaktung je Variante wird jede Produktvariante für sich optimiert ausgetaktet. Damit ergibt sich die Problematik, dass identische Arbeitsvorgänge über verschiedene Produktvarianten hinweg in unterschiedlichen Stationen auszuführen sind. Identische Bauteile müssen in diesem Fall in verschiedenen Stationen bereitgestellt werden, wodurch ein erheblicher Mehraufwand für die Logistik resultiert. Betriebsmittel, die zur Ausführung dieser Arbeitsvorgänge benötigt werden, sind für diesen Fall ebenfalls mehrfach bereitzustellen.
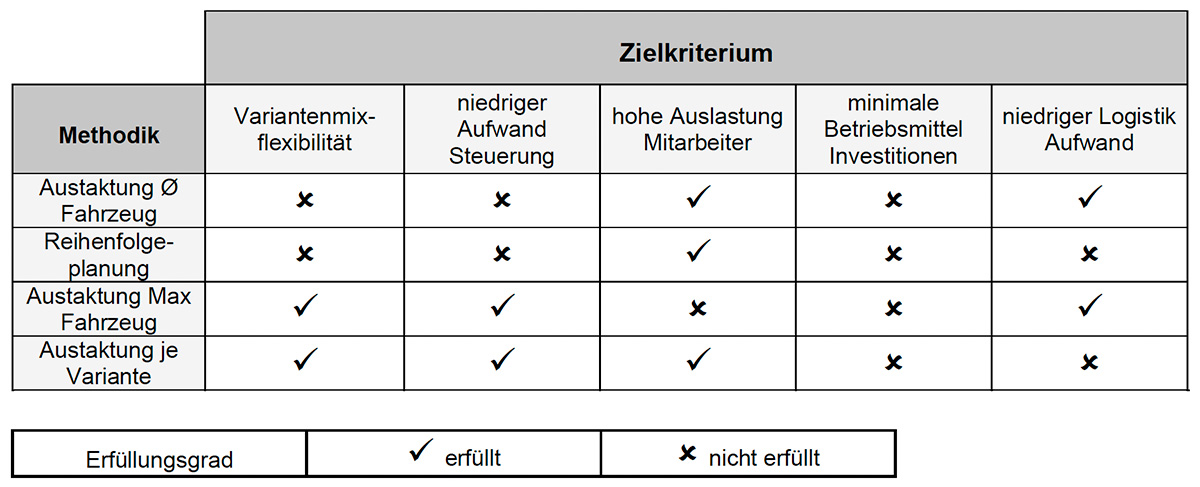
Heute erfolgt die Zuteilung der Arbeitsvorgänge in der Montage mithilfe der Austaktung des Durchschnittsfahrzeugs. Dabei wird das Zielkriterium der Variantenmixflexibilität jedoch nicht erfüllt. Tabelle 1 fasst die Bewertung anhand der beschriebenen Zielkriterien zusammen.
Methodik zur Planung einer variantenmixflexiblen Hauptmontage
Die hier vorgestellte Methodik zur systematischen Verteilung von Arbeitsvorgängen auf die Vor- und auf die Hauptmontage geht in zwei Schritten vor.
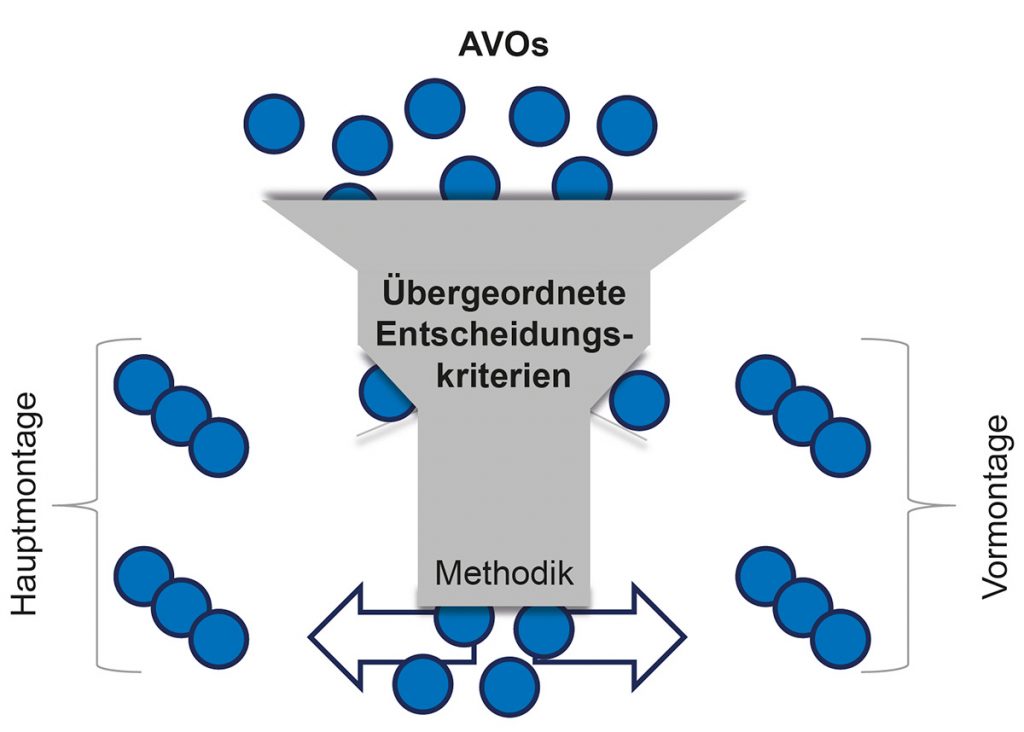
Zunächst erfolgt die Zuteilung der Arbeitsvorgänge auf der Ebene des Unternehmensmanagements anhand übergeordneter Entscheidungskriterien. In den übergeordneten Entscheidungen werden gesetzliche und arbeitsrechtliche Kriterien, wie Ergonomie und Arbeitssicherheit, berücksichtigt. Zudem werden strategische Entscheidungskriterien mit einbezogen.
Dabei handelt es sich um Entscheidungen, die nicht mit Hilfe der hier vorgestellten Methode getroffen werden, sondern aus strategischen Gründen vorgegeben werden. Ein Beispiel dafür ist die Verlagerung eines eigentlich in der Hauptmontage auszuführenden Umfangs in die Vormontage, da diese zukünftig modularisiert werden soll und daher bereit zum aktuellen Zeitpunkt bewusst nicht in die Hauptlinie integriert wird.
Bild 3 zeigt das Vorgehen der Verteilung der verbleibenden Arbeitsvorgänge auf die Vor- und Hauptmontage mit dem Ziel der maximalen Variantenmixflexibilität bei optimaler Mitarbeiterauslastung in der Hauptlinie.
Die Verteilung wird grundsätzlich in zwei sukzessiven Teilen vollzogen. Der erste Teil umfasst die eigentliche Verteilung der Montagevorgänge auf die Vor- und die Hauptmontage in den Planungsschritten eins bis fünf. Mit dem zweiten Teil, bestehend aus den Prozessschritten sechs und sieben, werden die Arbeitsvorgänge der Vormontage zu AVO-Paketen zusammengefasst. Diese AVO-Pakete sind anschließend gemeinsam in einer Vormontage auszuführen.
Im Folgenden werden die einzelnen Prozessschritte genauer erläutert. Die Produktstruktur und der Montagevorranggraph bilden die Grundlage für die Entscheidungen der einzelnen Prozessschritte.
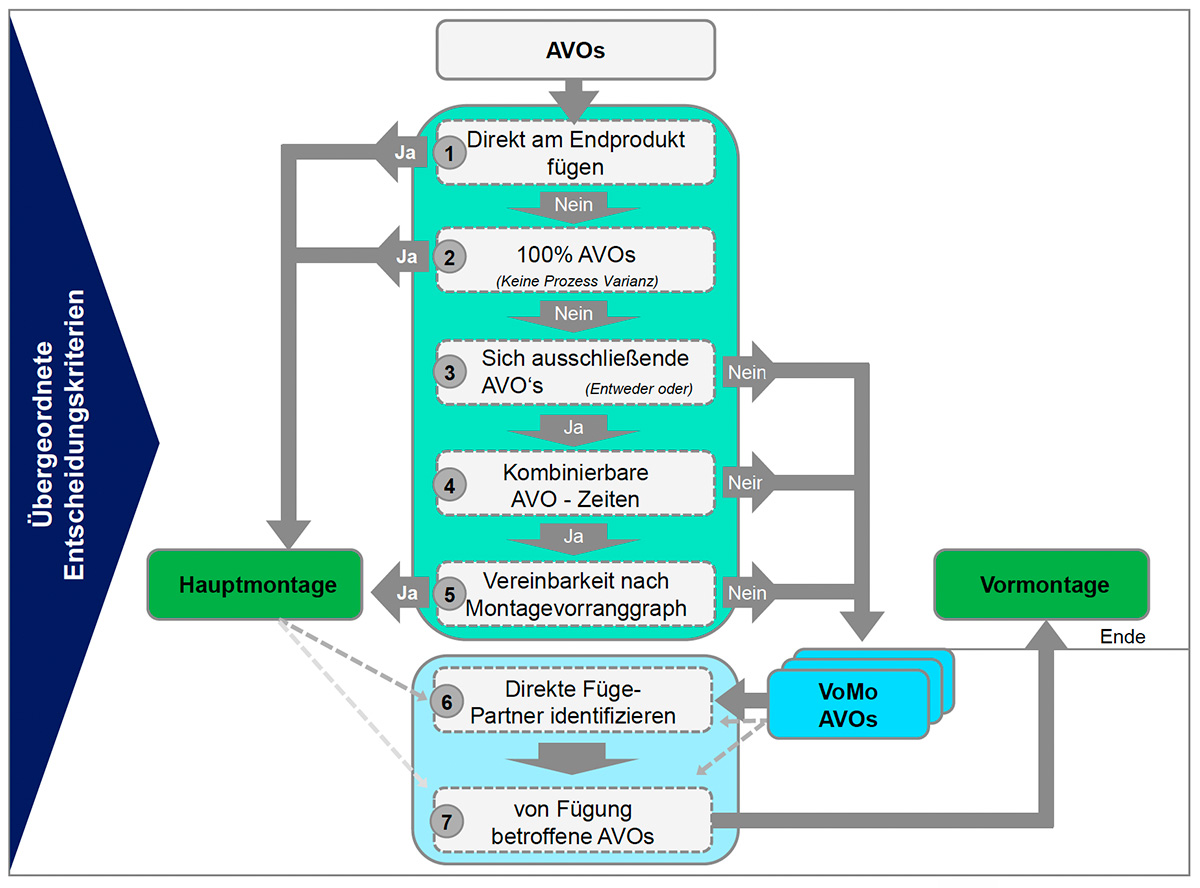
1) Direkt am Endprodukt fügen
Umfänge, die direkt am Endprodukt gefügt werden müssen, können nicht in einer Vormontage realisiert werden. Deren AVOs sind zwangsläufig in der Hauptmontage durchzuführen. Alle anderen Arbeitsvorgänge sind theoretisch in einer Vormontage ausführbar und müssen weiter überprüft werden. Beispiele für direkt an einer Fahrzeugkarosserie zu fügende Umfänge sind die Frontscheibe, die Türen und das Cockpitmodul.
2) 100 % AVOs
100 % Umfänge umfassen Arbeitsvorgänge, die Bestandteil aller Produktvarianten sind und keine varianten Montagedauern aufweisen. Diese AVOs haben keine Auswirkung auf die Taktzeit und können daher in der Hauptmontage erfolgen. Beispiele für 100 % Umfänge sind der Rückspiegel und das Lenkrad mit einem über alle Produktvarianten hinweg identischen Fügeprozess. Alle weiteren Arbeitsvorgänge sind entweder nicht Bestandteil aller Produktvarianten oder haben unterschiedliche Montagedauern. Deshalb müssen diese Arbeitsvorgänge weiter analysiert werden.
3) Sich ausschließende AVOs, 4) Kombinierbare AVO-Zeiten, 5) Vereinbarkeit nach Montagevorranggraph
Die Prozessschritte drei bis fünf dienen zur Überprüfung, inwieweit variante Arbeitsvorgänge harmonisierbar sind. Zunächst wird analysiert, ob ein Arbeitsvorgang einen anderen jeweils ausschließt, z. B. wird in einem rein batteriebetriebenen Fahrzeug ein Elektromotor verbaut und niemals ein Verbrennungsmotor und umgekehrt. Ist dies der Fall, werden die AVOs hinsichtlich der Montagedauer überprüft.
Ist diese vergleichbar, muss zudem überprüft werden, ob diese, nach dem Montagevorranggraph sich ausschließenden Arbeitsvorgänge, in derselben Montagestation ausführbar sind. Wenn alle drei Bedingungen erfüllt sind, kann der AVO in der Hauptlinie durchgeführt werden. Alle anderen, varianten Arbeitsvorgänge können keine konstanten Montagezeiten gewährleisten und werden daher der Vormontage zugeteilt.
6) Direkte Fügepartner identifizieren, 7) Von Fügung betroffene AVOs
Nachdem alle Arbeitsvorgänge auf die Haupt- und Vormontage verteilt wurden, dienen die Schritte sechs und sieben dazu, die identifizierten Arbeitsvorgänge der Vormontage zu Gesamtumfängen zusammenzufassen. Erklären lässt sich dies anhand einer einfachen Schrauben-Mutter Verbindung. Schraube und Mutter sind direkte Fügepartner. Wird dazwischen eine Metallplatte fixiert, muss diese vor der Fügung eingelegt werden, d. h. diese ist von der Fügung direkt betroffen. Selbst wenn die Metallplatte ursprünglich der Hauptmontage zugeteilt worden wäre, müsste diese in diesem Beispiel dem Gesamtumfang (Schraube, Mutter und Metallplatte) zugeordnet werden. Deren Montage wäre damit in der Vormontage auszuführen.
Zusammenfassung und Ausblick
Durch Anwendung der Methodik entstehen konstante Montagezeiten in der Hauptmontage und damit eine Vermeidung von Taktzeitspreizungen bei der Montage verschiedener Varianten. Das Ziel der Variantenmixflexibilität bei hoher und konstanter Auslastung der Mitarbeiter in der Hauptmontage und einem vergleichsweise niedrigen Steuerungsaufwand sind erfüllt. Die Planungsmethodik wurde am Beispiel einer Automobiltür im Rahmen des Forschungsprojektes ARENA 2036 nachgewiesen. Weiteres Potenzial besteht in der Integration von logistischen Entscheidungskriterien, die bisher in der Planungsmethodik nicht berücksichtigt sind.
Die vorgestellte Methodik wurde im Rahmen des Forschungscampus der ARENA 2036 (Active Research Environment for the Next generation of Automobiles) entwickelt. Unser Dank geht an das BMBF für die Förderung des Projekts (02PQ5020).
Literatur
[1] Koren, Y. (2010): The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable Systems. Hoboken, NJ: Wiley (Wiley Series in Systems Engineering and Management).[2] Bracht, U.; Kohler, A.; Widdmann, B.; Kremer, M. (2012): Virtuelles Takten neuer Produktgenerationen. Weiterentwickelte Ansätze der Digitalen Fabrik zur optimierten Planung realgemischter Endmontagen. In: wt-online – Ausgabe 04- 2002, S. 144 (9), S. 544–549.
[3] Steegmüller, D.; Zürn, M. (2014): Wandlungsfähige Produktionssysteme für den Automobilbau der Zukunft. In: Bauernhansl, T.; ten Hompel, M.: Vogel-Heuser, B. (editors): Industrie 4.0 in Produktion, Automatisierung und Logistik: Anwendung, Technologien, Migration. Wiesbaden: Springer Vieweg. p. 103–119
[4] Medo, M.; Dombrowski, U. (2006): Varianten im Takt – Gift für die Produktivität? In: Zeitschrift für wirtschaftlichen Fabrikbetrieb ZWF, 2006 (12), S. 715–718.
[5] Hernández Morales, R. (2003): Systematik der Wandlungsfähigkeit in der Fabrikplanung. Univ., Diss.–Hannover. Düsseldorf: Fortschritt-Berichte VDI
[6] Wiendahl, H.; Reichardt, J.; Nyhuis, P. (2010): Handbuch Fabrikplanung: Konzept, Gestaltung und Umsetzung wandlungsfähiger Produktionsstätten. 1st ed. München, Wien: Carl Hanser Fachbuchverlag.