Needing Neither Conveyer nor Cycle – Modular Production in PracticeHigh demands on flexibility and adaptability in electromobility
Lesedauer: 9 Minuten
|

In the field of electromobility, companies face extremely high demands in terms of flexibility and adaptability of production. MAN Truck & Bus SE therefore relies on a modular production system in its first battery factory to simultaneously meet these requirements and ensure efficient large-scale production. The basis for the dynamic control of such modular production, without a rigid assembly line and uniform work cycle [1], is the end-to-end digitization of processes and an intelligent production control system.
Read the German version of this article here.
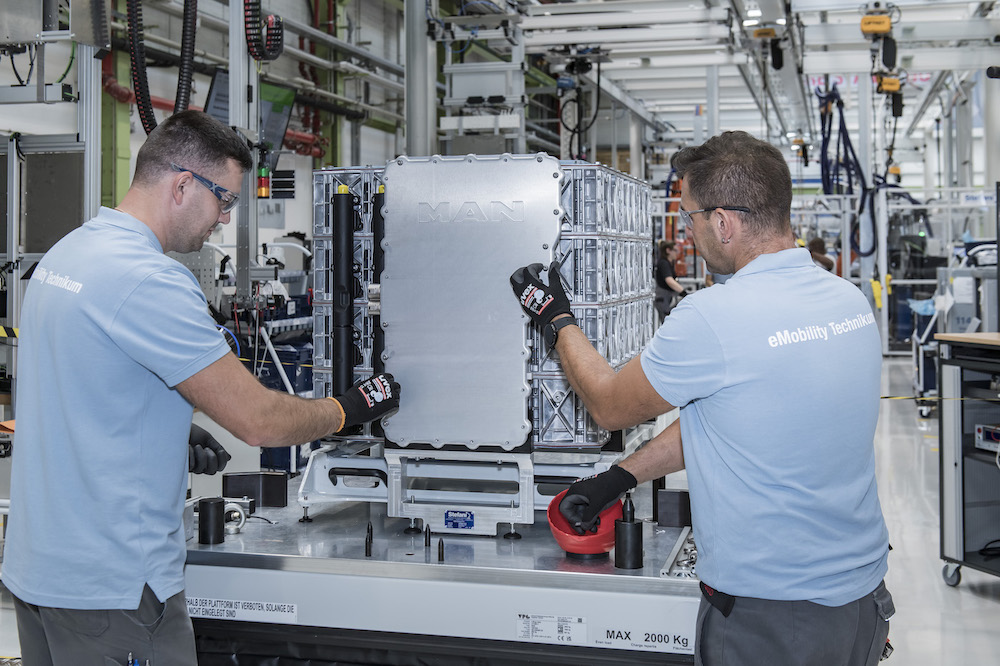
A new chapter has also begun for commercial vehicle manufacturers with electrification [2]. At MAN, a commercial vehicle battery consists of two to four levels, so-called layers (Fig. 1), where the battery modules are grouped together with the battery cells they contain, as well as a battery junction box (BJB), which is mounted on the side as a switching unit.
Despite their different designs, the batteries have a consistent energy storage capacity and enable a modular usage concept in which the number of battery systems can be flexibly adapted to individual customer requirements. Four to eight high-voltage batteries are installed in the electric buses and three to six in the new electric trucks. However, the customer-specific battery configuration and the three battery variants, some of which have different production contents and assembly sequences, require a highly flexible production system. The highly dynamic nature of electromobility also requires the production concept to be highly adaptable.

The concept of „modular (matrix) production“ was therefore chosen as the organizational form for large-scale production [3, 4]. This should guarantee the high demands on flexibility and adaptability in addition to the efficiency of large-scale production. On the one hand, these result from the new product, the different product variants, dynamic product development, new production processes and a varying product mix as well as the efficient implementation of different operating points in production. On the other hand, it is necessary to reconfigure the production system with as little effort as possible to realize the gradual increase in production capacities, the integration of further product generations and technological advancements.
Basic principles of a modular production system
The organizational form of modular production is characterized by three central basic principles [3]: decoupled stations, a self-organized production system and an integrated overall system (Fig. 2).
The design of the freely interlinked stations combines the high division of labor of large-scale production with the flexibility and versatility of stand-alone production in that parallel stations sometimes enable longer cycle times (e.g. for setting all modules in a station) as well as the step-by-step assembly and conversion of individual parallel stations.

The self-organized production system is characterized by a dynamic comparison between the requirements and the available capacities. The current production orders are assigned with their respective work content, assembly sequences and processing times to the available production and transport capacities in short cycles based on availability and capacity utilization. In this way, demand and status are constantly compared and rescheduled in the modular production system. The integrated overall system describes the embedding of necessary logistics and quality processes into the planning and control of modular production. A directly adjacent high-bay warehouse for components and finished batteries as well as an automated and largely unmixed material supply enable efficient organization of production and logistics. The required quality and completion processes can be planned directly into the production process thanks to the dynamic demand capacity comparison and avoid downstream completion areas.
Eight features of a modular production system
All eight features that characterize a modular production system are used in the new battery production:
- Without conveyor belt: Flexible interlinking of the stations by driverless transport vehicles and thus an individual flow of the individual orders based on the respective production requirements and assembly sequence.
- Without cycle: Considering the variant-dependent processing times of the different product variants in the respective stations between one and fifteen minutes.
- Self-control of orders: Variable planning (sequencing) and allocation (scheduling) of individual production orders to the stations by an intelligent production control system.
- Self-control of resources: Variable assignment of one or two employees to each manual station, resulting in different operating points in each shift.
- Single-variety provision directly at the installation site: Automated and largely single-variety material provision and therefore generally one-off handling immediately before installation.
- Integrated quality and short control loops: Possibility to react immediately to deviations directly in the station as well as by feeding them out and back into the regular process.
- Adaptation to employees: Employee-oriented design through digital worker guidance as well as variable target time and number of employees during qualification.
- Adaptation to changes: Easier expandability and conversion during operation in the event of changes to product variants or the product mix, new product generations or production technologies.
MES with AI component due to high requirements
The implementation of modular production poses major challenges for industrial companies, primarily in the area of IT system architecture. In order to ensure the desired flexibility in terms of quantities, sequences and routes, the IT systems need to be networked horizontally and vertically throughout.
In this architecture, the Manufacturing Execution System (MES) plays a decisive role in the control and monitoring of production processes.
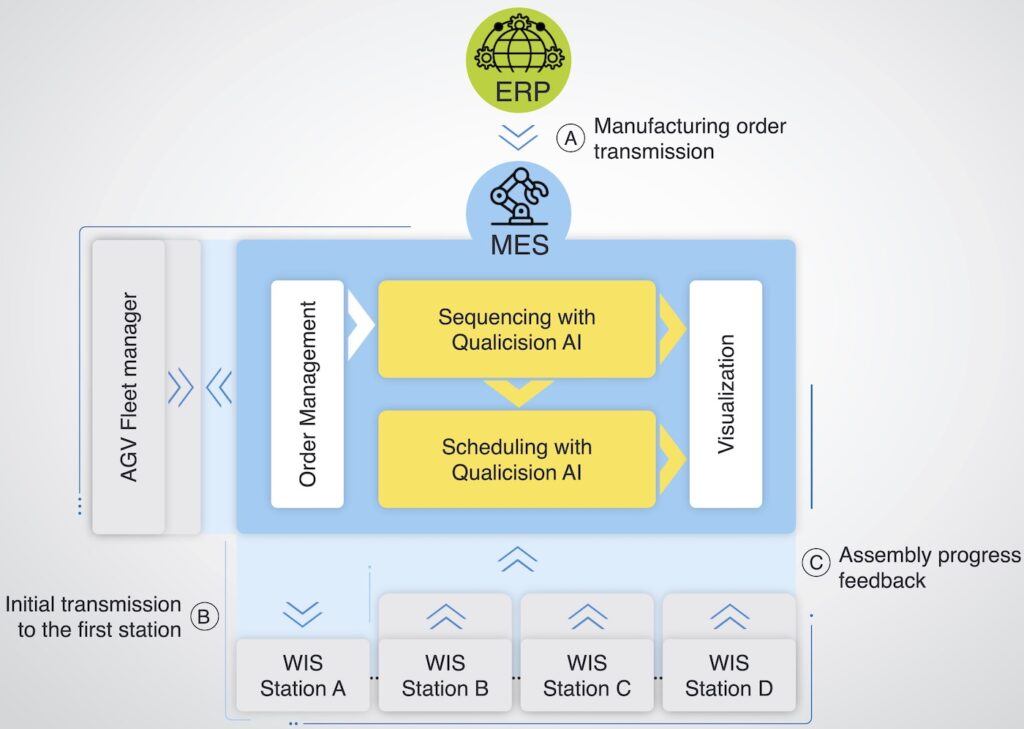
The aforementioned requirements for flexibility and scalability on the one hand and robustness and quality on the other pose major challenges for production planning and control (PPC). Traditional approaches to PPC reach their limits especially here. Therefore, an already established MES is being expanded for this use case with the help of AI-based optimization components. The aim is to continuously react to changes in production in order to ensure effective and efficient production processes. Figure 3 shows the IT architecture including the superordinate and subordinate systems.
Manufacturing software for modular production processes
The MES takes the production orders for the HV batteries from the higher-level ERP system (Fig. 3; A) and firstly puts them into coordinated sequences for layer, BJB and pack assembly (sequencing). The sequenced orders are then broken down into their individual work steps and assigned to the workstations (scheduling). This is made possible by managing the individual work steps and their dependencies, such as predecessor and successor relationships, in the form of a priority graph within the MES.
In addition to scheduling, the retrieval and transport orders are also generated and transmitted to the warehouse management system or the AGV fleet control system. The entire scheduling process takes place cyclically and, if necessary, event-based according to the status and completion messages from all workstations. The MES receives progress feedback on the respective work steps from the worker information system (WIS), which is used in all workstations (Fig. 3; B).
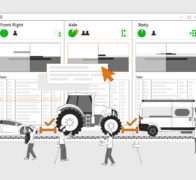
The WIS is responsible in all workstations, among other things, for the shoring check, the monitoring of bolting cases and the continuous transmission of the processing status and the remaining completion time to the MES. The WIS is also responsible for visualizing the assembly steps in the manual stations. Based on this feedback, scheduling that has already been carried out can then be repeated and rescheduled in the event of production deviations, such as delayed processing (Fig. 3; C).
Special features in the production of battery systems
When dynamically assigning the next work step to be planned to the workstation, a large number of different resulting criteria and objectives must be taken into account in addition to existing framework conditions:
- General conditions
- Production system consisting of automatic stations and manual stations
- Variable cycle times at the workstations with processing times between 1 and 15 minutes
- Up to five parallel stations per station group
- Forward-looking planning and transfer of transport orders to the AGV fleet control system required to optimize resources
- Scheduling of up to 4,500 operations per shift
- Criteria and objectives
- High adherence to delivery dates
- Minimizing an order’s throughput time
- Minimization of work in progress
- High and even utilization of the workstations
- Prioritization of workstations per task type
- Minimization of transport and waiting times
Qualicision AI is used in the MES to solve this multi-criterion decision-making task. Qualicision AI’s modeling of the decision task is intuitive and flexible, allowing the production control center to understand the effect of criteria in relation to the target values. Specific training courses are held to qualify employees in the use of the AI component so that fine-tuning the targets is possible at any time. Furthermore, additional work steps or workstations as well as additional criteria can be integrated into sequencing and scheduling without the need for time-consuming reprogramming of the algorithms. This is crucial in terms of the high demands placed on the flexibility and versatility of battery production.
Efficiency and effectiveness thanks to modular production
Modular production can present the answer to effectively and efficiently manufacturing HV batteries in volume production despite product diversity and short development cycles. This results in significant advantages, such as more flexible handling of product changes and production adjustments. At the same time, modular production requires a smooth flow of information across all IT systems and appropriate employee training. Planning and controlling this assembly organization without using the potential of AI seems almost impossible due to its complexity. This requires an intelligent MES in a holistically coordinated IT architecture.
In summary, flexibility and adaptability of production in the field of HV batteries are key requirements that can be met by the concept of modular production despite the existing challenges.
Open Access DOI: 10.30844/FIE.24.4.WK
Literatur
[1] Bauernhansl, T.: Kern des Übels sind Band und Takt ATZproduktion 5 (2012) 1, pp. 16-18. DOI: 10.1365/s35726-012-0070-3.[2] MAN Truck & Bus SE : Zukunftsweisende Entscheidung: MAN baut Batteriefabrik in Nürnberg. 2022. URL: https://press.mantruckandbus.com/corporate/ zukunftsweisende-entscheidung-man-baut-batteriefabrik- in-nuernberg/.
[3] Kern, W. : Modulare Produktion – Methodik zur Gestaltung eines modularen Montagesystems für die variantenreiche Serienmontage im Automobilbau. Berlin 2021. DOI: 10.1007/978-3-658-36300-0.
[4] Forschungsbeirat der Plattform Industrie 4.0 / acatech – Deutsche Akademie der Technikwissenschaften (ed.), Umsetzung von cyber-physischen Matrixproduktionssystemen. 2022. DOI: 10.48669/fb40_2022-03.
Ihre Downloads
Potenziale: Flexibilität erhöhen Prozesse automatisieren
Branchen: Automotive Fertigung - Serie