Dezentrale Taktsteuerung in der MontageMit der I4.0-Box aufwandsarm zur robusten Steuerung von Montagelinien
Lesedauer: 9 Minuten
|

In der Theorie bieten dezentrale Steuerungsansätze im Produktionskontext einige Vorteile gegenüber monolithischen Zentralsystemen, die sämtliche Funktionen in einer oder wenigen Instanzen vereinen. Allerdings bedarf die praktische Umsetzung der Anpassung des allgemeinen Konzepts der Dezentralität an die individuellen und spezifischen Anwendungsfälle insbesondere hinsichtlich ihres sinnvollen Umfangs. Ein Anwendungsfall ist die Montage von variantenreichen Produkten. Der vorliegende Beitrag zeigt, wie mittels der geeigneten Kombination von zentralen und dezentralen Ansätzen eine bessere Planbarkeit und Steigerung des Durchsatzes erreicht werden kann. Mit einer flexiblen Taktsteuerung der Arbeitsstationen und geeigneter Assistenz am Montagearbeitsplatz kann die bisherige werkstatt-orientierte Organisation zu einer serienähnlichen Fertigung transformiert werden. Dies geschieht unter Einsatz einer mehrschichtigen Infrastruktur, die Industrie 4.0-Paradigmen der dezentralen Informationsverarbeitung durch autonome vernetzte Systeme folgt.
To read the English version of this open access article click here
In zentral koordinierten Systemen werden einzelne dedizierte Systeme eingesetzt, die die Informationsverarbeitung vollständig in sich vereinen. Ein derartiges System nimmt alle Daten von Prozessen entgegen, verarbeitet diese, veranlasst die Umsetzung und überwacht die Ausführung der Ergebnisse. Die Verwendung des zentralen Ansatzes bringt in Konsequenz schwer beherrschbare monolitische Systeme hervor oder führt zu nicht ausreichender Einbeziehung lokaler Details in Entscheidungsprozesse [1].
Dasdezentrale Gestaltungsmuster kapselt Aktivitäten mit Hilfe dezentraler Einheiten [2]. Dezentrale und heterarchische Planungs- und Steuerungsansätze sind eng mit der Selbststeuerung und Autonomie verknüpft [3]. Durch intelligenter Systemelemente findet die Verlagerung von Informationsverarbeitung und Entscheidungsfindung auf lokale Einheiten statt, die in erster Instanz als autonome Systeme agieren und in zweiter Instanz kollaborativ wechselwirken. Die eingesetzten Produktionsobjekte müssen Ereignisse detektieren und in Abhängigkeit von definierten Zielstellungen Regelkreise realisieren.
Durch ihre prinzipimmanente Problemsegmentierung helfen dezentrale Konzepte die steigende Komplexität zu beherrschen, die aus der Dynamik von Anforderungen und Umgebungsbedingungen resultieren [4]. Entscheidungen werden nicht mehr ausschließlich in die höheren Hierarchiestufen verlegt, sondern können dezentral direkt am Ort des Geschehens getroffen werden. Dies kann Kommunikationsbedarfe und Abhängigkeiten verringern und die Selbststeuerung des Gesamtsystems unabhängig von wenigen monolithischen Elementen realisieren.
Die Implementierung dezentraler Produktionssteuerung erfordert den Einsatz von Technologien, die die Autonomie einzelner Systemelemente gestatten, d. h. eine lokale Informationsaufnahme, Entscheidungsfindung und Entscheidungsausführung implementieren. Cyber-physische Systeme (CPS)sind eine derartiges Konzept, Produktionsobjekte (Maschinen, Werkzeuge, Werkstücke oder Werkstückträger, Logistikausrüstung sowie aggregierte Entitäten wie Anlagen oder Werkhallen) mit entsprechenden Fähigkeiten auszustatten.
Cyber-physische Systeme
CPS [5] sind ein wesentlicher Baustein von Industrie 4.0. CPS sind Systeme mit integrierter Software, die über Sensoren, Aktoren und lokale Informationsverabeitung verfügen. Sie nutzen weltweit verfügbare Daten und Dienste und sind mittels Kommunikationseinrichtungen untereinander sowie in globalen Netzen verbunden [6].

Als Teil der Smart Factory werden CPS zukünftige Produktions- und Logistikszenarien als intelligente Produkte und intelligente Betriebsmittel dominieren [7] und dezentrale, reaktionsfähige, kontextadaptive Produktionssteuerungen hervorbringen, die verstärkt dezentral verfügbarer Sensorinformationen nutzen. Dieses theoretische Konzept ist für eine Implementierung geeignet zu operationalisieren. Die hier vorgestellte Lösung nutzt CPS innerhalb der technischen Ausgestaltung einer Montagelinie. Ergebnis ist eine robuste und flexible Lösung, die die Vorteile des dezentralen Ansatzes mit den vorhandenen zentralen Systemen verknüpft.
Implementierung von CPS
Die I4.0-Box des Forschungs- und Anwendungszentrums Industrie 4.0 stattet bestehende Produktionsobjekte mit Fähigkeiten aus, als CPS zu agieren [8]. Dahingehend kombiniert sie einen preiswerten Mikrocontroller mit einem Interface für industrieübliche Signale inklusive Feldbusanbindung. Hinzu tritt eine dreischichtige Softwarearchitektur des Betriebsystems, die sowohl typische Programmiertechnik der Automatisierung als auch die Nutzung höherer Programmiersprachen (z. B. Python) verknüpft, ergänzt mit der Visualisierung unter Einsatz von Webtechnologien. Die I4.0-Box entstand im Rahmen der Entwicklung der hybriden Simulationsumgebung des Forschungs- und Anwendungszentrums Industrie 4.0 Potsdam und hat sich bereits innerhalb der Steuerung eines wandlungsfähigen Transportsystems bewährt. Bild 1 zeigt die aktuelle I4.0-Box. Im folgenden Anwendungsfall wirkt die I4.0-Box als die wesentliche Komponente der digitalen Befähigung von Montageplätzen.
Anwendungsfall Montagelinie
Die Fertigung eines variantenreichen und kundenseitig individualisierbaren Leichtfahrzeugs bildet den Kontext des Anwendungsfalls. Der Fokus liegt auf der Montage, da diese den wesentlichen Teil des Produktionsprozesses ausmacht. Methodisch orientiert sich die Verfahrensweise am Vorgehensmodell an der Systemanalyse. Die Aufnahme und Analyse der aktuellen Situation liefert Potenziale, die das anschießende Lösungskonzept adressiert. Dieses beinhaltet Vorschläge für die Umsetzung, welche dezentrale Gestaltungsprinzipien aufgreifen und vorteilhaft unter Nutzung der I4.0-Box operationalisieren.
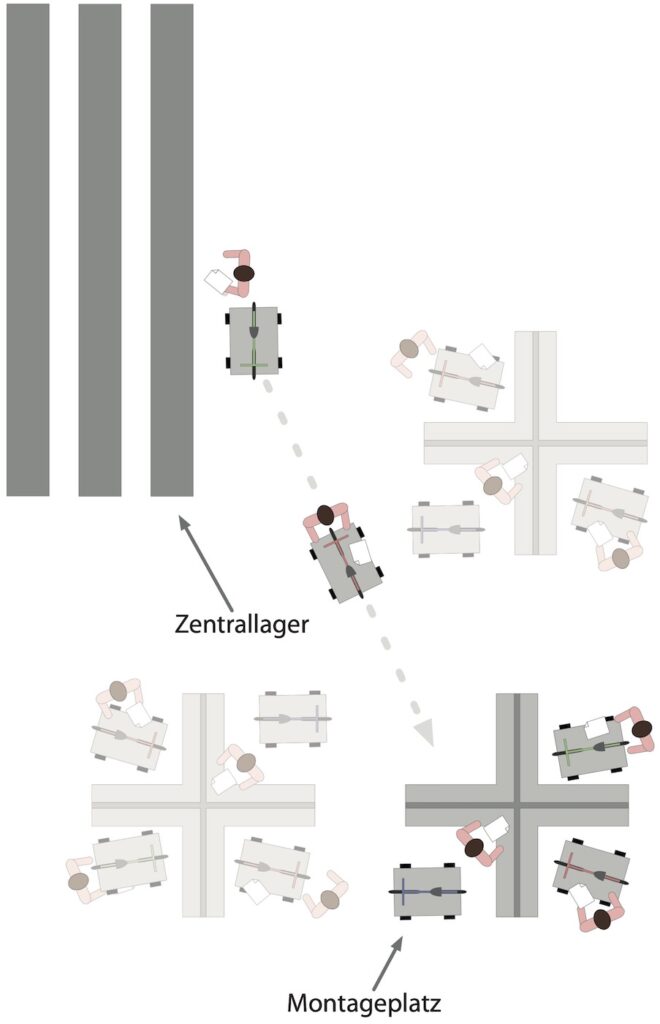
Die bisherigen Montageplätze folgen der in Bild 2 dargestellten werkstattartigen Organisation und bestehen jeweils aus einer abgegrenzten Arbeitsfläche mit einem Magazin der Montage-Werkzeuge. Der Workflow des Werkes beginnt mit der Auswahl eines Arbeitsauftrags in Papierform. Anschließend sucht er den zugehörigen Rahmen, der sich sich auf einem fahrbaren Montageträger befindet und von der Vormontage innerhalb einer Sammelfläche bereitgestellt wird. Danach kommissioniert er die benötigten Baugruppen und Teile im Materiallager, die in einer am Träger befindlichen Box Platz finden. Nach Rückkehr zu seinem Arbeitsplatz beginnt er die Montage. Nach Fertigstellung seines Montageauftrags übergibt der Werker den Montageträger der Endkontrolle.
Potenziale ergeben sich aus der langwierigen und fehleranfälligen Teilekommissionierung pro Auftrag sowie der nicht deterministischen Auswahl der Reihenfolge der Montageschritte durch den Monteur, die zu unnötigen Standzeiten und Probleme während der Montage durch Fehlkommissionierung führt. Weiteres Potenzial ist die mangelnde Transparenz während der Produktion, die die weitere Planung und Steuerung aller Produktionsabläufe erschwert und zu mangelnder Auskunftsfähigkeit hinsichtlich des Auftragsfortschritt führt.
Das Lösungskonzept beginnt mit organisatorischen Maßnahmen. Herausforderungen ist anschließend die geeignete technische Realisierung. Mit Hilfe dezentrale Ansätze und der I4.0-Box wird eine Implementierung aufwandsadäquat erreicht.
Organisatorische Maßnahmen
Grundelement ist die Veränderung der Werkstattfertigung hin zu einer Multi-Linienorganisation. Die bisherige Ausführung der kompletten Montage eines Leichtfahrzeugs an einer Station verteilt sich zukünftig wie im Bild 3 ersichtlich sequentiell über mehrere Arbeitsstationen pro Linie.
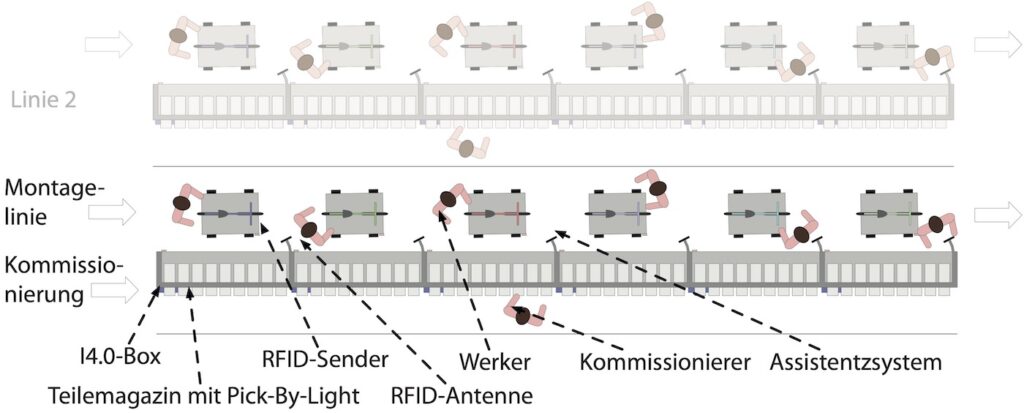
Zur Vermeidung der langwierigen und zum Teil fehlerbehaftete Komissionierung erhält jeder Arbeitsplatz (nun Taktstation) ein Teilemagazin mit Trays für die häufigsten Bauteile bzw. Baugruppen. Der Inhalt wird dabei dynamisch bezüglich der zukünftig geplanten Stücklisten bzw. Aufträge ermittelt. Aus den verfügbaren Teilen pro Taktstation und geplanten Stücklisten pro Linie wird eine minimale Taktzeit pro Linie bestimmt.
Während der Produktion befüllen Kommissionierer die Trays an den Plätzen gemäß der Vorausplanung. Ergänzende Baugruppen und Sonderteilen gelangen mit der Box des Montageträgers zu den Stationen, auftragsbezogen durch den Kommissionierer befüllt.
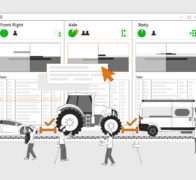
Das Teilemagazin visualisiert dem Werker Auswahl und Reihenfolge per interaktiven Pick-by-Light in Abhängigkeit vom aktuellen Auftrag. Der Fahrbarer Montageträger ist mit dem Arbeitsauftrag verknüpft und an den Montageplätzen per AutoID detektierbar. Die Anzeige der verbleibenden Zeit mit akustischem Wechselsignal und Erfassung der Montagezeiten je Takt sind ebenso Teil der Taktstationen. Dahingehend ist jede Station mit einem Display ausgestattet.
Durch eine Zuordnung eines Aufträge zu einer Linie über Teileverfügbarkeit und passender Taktzeit wird sichergestellt, dass die Teilaufträge verzögerungsfrei innerhalb der Taktzeit an den Stationen bearbeitet werden können und die Liniensynchronisation gewährleistet ist. Zusätzlich dienen die erfassten Daten und Menge der Ermittlung des Auftagstatus und als Datenquelle für ein Andonboard.
Technische Realisierung
Aus den Maßnahmen resultieren die Aufgaben des zu implementierenden Systems. Dies sind die Informationsvisualisierung und die Datenerfassung sowie die intelligente Linien- und Taktoptimierung und die Befüllung der Teilemagazine. Zwischen diesen Aufgaben bestehen Abhängigkeiten, die komplexitätserhöhend wirken. Deshalb erfolgt Innerhalb der Implementierung eine grundsätzliche Segmentierung gemäß Bild 4 in die Teilsysteme Werkerinformationssystem (WIS) und Line Control Center (LCC).
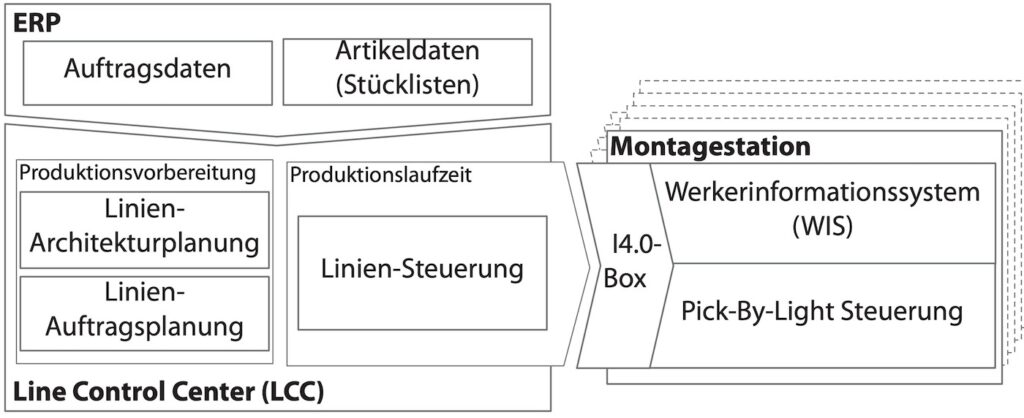
Das WIS realisiert das Pick-by-Light des Teilemagazins sowie die Informationsvisualisierung und regelt die Benutzerinteraktion. Die Implementierung nutzt die Vorteile der dezentralen Konzepte. Das LCC implementiert die arbeitsplatzübergreifende Planungsalgorithmen und eine Anbindung an das ERP-System, die als Services den dezentralen Knoten zur Verfügung stehen.
Die Funktionen des WIS werden dezentral an der jeweiligen Station implementiert. Dahingehend wird jede Station unter Verwendung der I4.0-Box kosteneffizient zu einem CPS erweitert. So entsteht pro Arbeitsplatz ein intelligenter Knoten, der – gemäß dem CPS-Konzept – die Anbindung und Steuerung sämtlicher Sensorik und Aktorik der Arbeitsstation übernimmt sowie die Datenkommunikation realisiert. Das Pick-by-Light des Teilemagazins bietet zwei optische Signale und ein Quittierungstaster pro Trayablage.
Für die Visualisierung (Zeiten, Anleitung, Zusatzinformation etc.) finden Tablets Anwendung, gespeist durch die I4.0-Box. Die Identifikation des Montageträgers geschieht per RFID-Tag. Die Zuordnung der Daten des Auftrags und zusätzlich durch die angepasste Anordnung der RFID-Empfangskomponente die Erkennung von Zu- und Abgang des Trägers an der Station erfolgten ebenfalls lokal mit die I4.0-Box.
Das LCC übernimmt die zentrale produktionsvorbereitenden und produktionsbegleitenden Steuerungseinheit die linienübergreifenden Koordination. Es besteht aus drei Kernkomponenten die an das bestehende ERP andocken und Auftrags- und Artikeldaten beziehen. Zur Produktionsvorbereitung zählt die Linien-Architekturplanung, die anhand der physisch vorhandenen Linien (Anzahl der Linien und Anzahl der Taktstationen pro Linie) und Bauteile der zukünftig erwarteten Aufträge eine optimale Verteilung der Bauteile zu den Linien vornimmt. Dabei werden Aufträge mit relativer Ähnlichkeit gruppiert und Linien bzw. Bauteile zu Taktstationen zugeordnet. Es wird eine minimale Taktzeit in Abhängigkeit der Bauteile pro Linie ermittelt und für die Produktionslaufzeit der Linie festgelegt.
Die Linien-Auftragsplanung ordnet reell erteilte Aufträge in Abhängigkeit der Teileverfügbarkeit und Linienauslastung über verschiedene Optimierungskriterien einer Linie zu, auf der der Auftrag während des Produktionslaufs gefertigt werden soll. Die Takt-Steuerung steuert die Zuordnung der Aufträge zu RFID-Tags und startet bzw. überwacht die Takte der Linien. Die I4.0-Box fungiert als Gateway zur Weitergabe der zentral geplanten und gesteuerten Fertigung an die dezentralen Taktstationen.
Ergebnis ist eine Lösung, die die Umsetzung der Maßnahmen mit adäquaten Aufwand bietet. Sie dient neben der grundsätzliche Validierung ebenso als Basis der weiteren Bedarfsermittlung und praktischen Tests im Feld. Innovation sind die extrem hohe Robustheit durch Nutzung dezentraler Ausgestaltung. Die Ausführung der Funktionen erfolgt größtenteils autark von dem ERP-System. Eine ständige Verbindung der lokalen Einheiten zum zentralen ERP ist nicht notwendig. Ausserdem bietet durch dezentral Organisation ein hohe Flexibilität hinsichtlich der Skalierbarkeit des Gesamtsystems.
Die Realisierung einer effektiven Arbeitsweise des Gesamtsystems Fabrik bedarf Planungs- und Koordinationskonzepte [9], welche das zielgerichtete Zusammenspiel der Systemelemente sicherstellen und Kollaboration bzw. Kooperation der an der Fertigung beteiligten Entitäten ermöglichen. Mehr noch ergibt sich aus Gründen des Wettbewerbs das Erfordernis, nicht nur durch Planung und Steuerung eine möglichst hohe Effizienz der Wertschöpfung zu erreichen, sondern Planung und Steuerung selbst mit hoher Effizienz zu realisieren.
Die Fähigkeit schneller Reaktionen auf externe und systemimmanente Störgrößen gewinnt zukünftig an Bedeutung. Effekte einer geeigneten Kombination von zentralen und dezentralen Gestaltungsmustern sind neben der Erhöhung der Robustheit und Beherrschung der Dynamik die positive Emergenz auf das Gesamtsystem hinsichtlich der Erfüllung der Systemziele und der Umgang mit nichtdeterministischen Einflüssen bzw. Systemumgebungen. Sofern es gelingt, die notwendige Autonomie der Produktionsobjekte auf adäquatem Wege zu realisieren. Mit der I4.0-Box steht dahingehend ein Baustein zur Verfügung, schnell erste Lösungen innerhalb bestehenden Systeme umzusetzen.
DOI: 10.30844/FS20-2_27-30