Standardisierte Arbeit in der Kleinserienfertigung erfolgreich einführenLesedauer: 10 Minuten
|
Bei der Einführung schlanker Produktionssysteme, insbesondere bei dem Element der Standardisierten Arbeit, ergeben sich in der kundenspezifischen Kleinserienfertigung spezielle Herausforderungen. An der TU Dortmund wird aus diesem Grund in Zusammenarbeit mit der Bosch Rexroth AG in Laatzen eine Methodik zur effizienten Einführung entwickelt.
Die europäische Industrie befindet sich seit den Neunziger Jahren im stetigen Wandel vom Verkäufer- zum Käufermarkt. Als Ursachen sind die Globalisierung der Märkte sowie den damit verbundenen zunehmenden Wettbewerbern aus Asien und Osteuropa zu nennen. In Niedriglohnländern können Produkte heute zu geringen Kosten in geforderter Qualität gefertigt werden [vgl. 1]. Dies hat zur Folge, dass sich Hochlohnländer neue Wege suchen müssen, um die Wirtschaftlichkeit ihrer Fertigung aufrecht zu halten und die Wettbewerbsfähigkeit zu steigern. Viele Unternehmen wählen hier die kundenindividuelle Kleinserienfertigung, welche durch eine niedrige Wiederholhäufigkeit der herzustellenden Produkte, kleine Auftragsstückzahlen und eine komplexe Produkt- und Erzeugnisstruktur charakterisiert ist. Die Auslösung der Produktion erfolgt dabei erst durch Kundenbestellung und ist durch starken Kundeneinfluss geprägt [2].
In den 1940ern entwickelte Toyota ein Produktionssystem, mit dem Ziel verschwendungsfrei nach Kundenwunsch zu fertigen. In den folgenden Jahren wurde das System immer weiter perfektioniert und schrittweise in allen Produktionsstätten Toyotas eingeführt [vgl. 3]. Das als „Lean Production“ bekannt gewordene Toyota Produktionssystem (TPS) hielt in der westlichen Welt nach der Veröffentlichung der Studie „The Machine That Changed The World“ des Massachusetts Institute of Technology im Jahr 1990 Einzug [4]. Eine schlanke Liniengestaltung und die Einhaltung von Standards sind die primären Ziele bei der Implementierung dieses schlanken Produktionssystems [vgl. 5]. Einen wichtigen Grundstein bildet das Instrument der Standardisierten Arbeit. Sie unterstützt den kontinuierlichen Verbesserungsprozess und ermöglicht eine kundenorientierte Produktion [vgl. 6]. Nach Ohno und Shingo setzt sich die Standardisierte Arbeit für die Serien- und Massenfertigung aus den drei Elementen
1) der Taktzeit
2) der visualisierten Standardarbeitsfolge und
3) des Standardbestandes zusammen [7].
Die Taktzeit zeigt an, in welcher Zeit ein Produkt gefertigt werden muss, um dem Kundenbedarf zu entsprechen. Sie wird durch die Standardarbeitsfolge bestimmt, welche die Arbeitsschritte umschreibt, die während dieser Zeit ausgeführt werden müssen. Hier wird festgelegt, welche Bearbeitungsverfahren zu verwenden sind, wie die Bearbeitung aufgeteilt wird und in welcher Reihenfolge die Bearbeitung durchgeführt werden soll [vgl. 7]. Der Standardbestand ist hierbei der geringste erforderliche Vorrat an Material, um die Standardisierte Arbeit aufrecht zu halten [8]. Daran angepasst erfolgt eine Arbeitsunterweisung des Mitarbeiters.

Laut Rother wird dann standardisiert gearbeitet, wenn der „Ist-Prozess in jedem Ausführungszyklus dem Standard“ entspricht, sodass der Zielzustand stabil erreicht ist. Wenn dies nicht der Fall ist, wird analysiert, welches der nächste Schritt ist, um diesen Zielzustand zu erreichen [9]. Standardisierte Arbeit ist ein Werkzeug zur Synchronisation der Bewegungsabläufe der Mitarbeiter und dient dazu, alle Arbeitsabläufe zu verbessern und Verschwendungen zu vermeiden [vgl. 10].
Ziele und Effekte der Standardisierten Arbeit in der Kleinserienfertigung
Die Ziele und Effekte, die mit der Einführung Standardisierter Arbeit in der Kleinserienfertigung erreicht werden sollen, unterscheiden sich im Allgemeinen nicht von denen der Großserien- und Massenfertigung. Zum Nutzen gehört die Einhaltung von Qualitätsvorgaben, das leichtere Anlernen neuer Mitarbeiter oder Arbeitsinhalte sowie das Erkennen von Abweichungen als Grundlage für den kontinuierlichen Verbesserungsprozess [vgl. 11]. Die Mitarbeiter müssen in der Anwendung der Standardisierten Arbeit einen effektiven Nutzen für ihre Tätigkeit sehen. Standards müssen eindeutig beschrieben und schnell ersichtlich sein, sodass Änderungen flexibel erfolgen und diese allen Mitarbeitern direkt vermittelt werden können [vgl. 8]. Abweichungen von den Vorgabezeiten und der beschriebenen Methode machen Probleme transparent. So können Ideen zur Problemlösung entwickelt und die beste Methode umgesetzt werden [vgl. 11]. Die standardisierte Arbeit schafft die Basis zur Zusammenarbeit zwischen Produktion und Management und regt die Mitarbeiter an, den erreichten Zielzustand zu festigen und weitere Verbesserungsmaßnahmen umzusetzen. Wie Bild 1 zeigt, lassen sich zusammenfassend alle genannten Unterziele auf die drei folgenden primären Unternehmensziele Kostensenkung (K), Durchlaufzeitreduzierung (Einhaltung der Liefertreue) (L) und Einhaltung von Qualitätsvorgaben (Q) aggregieren, welche im Sinne des kontinuierlichen Verbesserungsprozesses (KVP) verfolgt werden.
Einflussgrößen und Probleme bei der Einführung standardisierter Arbeit in der Kleinserienfertigung
Einige Einflussgrößen erschweren die Einführung standardisierter Arbeit in der Kleinserienfertigung erheblich, sodass viele Unternehmen den Standpunkt vertreten, dass die Einführung Standardisierter Arbeit nicht sinnvoll sei ohne die Frage nach den Ursachen und den nächsten Schritten auf dem Weg zum Zielzustand zu stellen. Hierzu gehört insbesondere, dass die Kleinserienfertigung vorwiegend durch autonome Gruppenarbeit geprägt ist. Dies hat zur Folge, dass Standards meist nur aus Absprachen bestehen und nicht formal beschrieben sind. Ein Übertrag der Standards auf andere Bereiche wird erschwert. Das Aufdecken von Prozessschwächen mithilfe einer Ist-Zustand-Analyse ist kaum möglich.
Das Kleinseriencharakteristikum der geringeren Auftragsstückzahl hat eine geringere Wiederholhäufigkeit der Arbeitsinhalte zur Folge. Die Ausführungszeiten variieren stark und lassen sich nicht exakt bzw. nur mit hohem Aufwand bestimmen. Zur Erstellung der Fertigungs- und Prüfanweisungen und des Standardarbeitsblattes sowie für das Anlernen der Mitarbeiter ist ein erhöhter Zeitbedarf erforderlich. Das Verhältnis von analysierter Zeit zur benötigten Analysierzeit ist ungünstiger als in der Massen- und Großserienfertigung. Auch das Pflegen und Verwalten der Dokumente bei Änderungen erfordern Zeit und eine zweckmäßige Struktur. Ferner lässt ein Universalarbeitsplatz, welcher überwiegend in der Kleinserienfertigung genutzt wird, einen größeren Spielraum in der Gestaltungsfreiheit des Arbeitsplatzes und somit auch der Arbeitsmethode zu.
Das Methodenniveau (Arbeitsweisenstreuung) ist vergleichsweise gering. Greifräume sind vor allem aufgrund des großen Komponentenspektrums, welches bereitgestellt werden muss, nicht klar festlegbar. Der Übungsgrad der Mitarbeiter ist wegen der geringeren Wiederholhäufigkeit gleicher Arbeitsinhalte kleiner als in der Massen- und Großserienfertigung. Aufgrund der Darstellung großer Arbeitsinhalte in Form von Fertigungs- und Prüfanweisungen ist ein langes Einlesen in die Arbeitsunterlagen erforderlich. Dies wird insbesondere durch das in der Kleinserienfertigung vorherrschende Prinzip der Mengenteilung erhöht, da hierbei jeder Mitarbeiter alle Arbeitsinhalte verrichtet. Das Prinzip der Mengenteilung ist zwar sehr flexibel, da auf unterschiedlichen Arbeitsplätzen unterschiedliche Varianten gefertigt werden können, nachteilig ist jedoch, dass ein vergleichsweise geringer Übungsgrad gegenüber einer Artteilung erreicht wird.

Je mehr die Gestaltungsfreiheit der Mitarbeiter eingeschränkt wird, desto stärker sinkt die Akzeptanz den Standard einzuhalten, wenn diese nicht durch eine Mitarbeiterbeteiligung im kontinuierlichen Verbesserungsprozess substituiert wird. Das Prinzip der autonomen Gruppenarbeit welches vorwiegend in der Kleinserienfertigung Anwendung findet, steht im Gegensatz zum Element der Taktzeit. Die Mitarbeiter organisieren sich in dieser Gruppe selbst, sodass Arbeitsinhalte und folglich auch die entsprechenden Zeiten wechseln und nicht direkt zuzuordnen sind. Um zeitliche Abweichungen erkennen zu können, ist eine klare Taktvorgabe eine Voraussetzung. Diese existiert bei der Gruppenarbeit nur in Form einer Gesamtvorgabezeit. Durch die variierenden, aufeinanderfolgenden Arbeitsinhalte sind Abtaktungsverluste unvermeidbar, wenn diese einem festen Takt unterliegen. Ferner hemmen eine hohe Variantenvielfalt und kleine wechselnde Lose die Transparenz der Arbeitsprozesse. Abweichungen vom Standard sind nur schwer zu erkennen. Der kontinuierliche Verbesserungsprozess kann nicht angestoßen werden. Diese Einflussgrößen erschweren die Einführung Standardisierter Arbeit in der Kleinserienfertigung und sind im Bild 2 zusammenfassend dargestellt.
Detaillierungsgrade der Standardisierten Arbeit
Auf Basis der Problem- und Einflussgrößenanalyse wird ein Modell erstellt, um die Standardisierte Arbeit effektiv in der Kleinserienfertigung einzuführen.
Mit einer vorab durchgeführten Abschätzung soll sichergestellt werden, dass der erwartete Nutzen größer als der Aufwand ist. Wichtig ist jedoch, dass eine negative Bewertung nicht sofort mit einer Nichteinführung gleichgesetzt wird. Vielmehr muss nun betrachtet werden, was zu tun ist, um die Wirtschaftlichkeit der Einführung Standardisierter Arbeit zu gewährleisten.
Hierzu dient eine Unterteilung der Standardisierten Arbeit in unterschiedliche Detaillierungsgradstufen, die nachfolgend vorgestellt werden.
Die erste Stufe bildet die Grundlage für die Einführung Standardisierter Arbeit. Hier werden die Anzahl der Arbeitsstationen sowie die Weitergabemengen zwischen den Stationen festgelegt. Die Maschinen, Anlagen und Einrichtungen werden so angeordnet, dass ein klarer Fluss zu erkennen ist und keine Überschneidungen an Materialien und Halbfertigerzeugnisse entstehen. Diese Stufe dient als erster Schritt zur Einführung Standardisierter Arbeit, kann aber auch in der reinen Einzelfertigung einen geplanten Zielzustand darstellen.
In der zweiten Stufe werden allgemeine Arbeitsanweisungen wie beispielsweise ein Arbeitsplan oder eine technische Zeichnung erstellt. Anhand dieser Unterlagen wird der Facharbeiter angelernt und in die festlegten Standards wie beispielsweise Verpackungsstandards eingewiesen. Ein Teamführer ist dafür verantwortlich, dass die Arbeitsinhalte gleichmäßig in der Gruppe aufgeteilt werden und sich ein gewisser Standardbestand in der Linie befindet. Generell besteht jedoch keine fest vorgegebene Abtaktung, da die Arbeitsinhalte stark streuen. Diese Form der Detaillierung eignet sich insbesondere für Kleinstserien und selten wiederkehrende Aufträge.
Grobe Fertigungs- und Prüfanweisungen ohne eine Unterteilung der Tätigkeiten der linken und rechten Hand werden in der dritten Stufe der standardisierten Arbeit erstellt. Diese bilden häufig die Maximalkonfiguration der Produktfamilie ab. Standardarbeitsblätter werden auf der Basis von Takt- bzw. Produktfamilien erstellt. Die Mitarbeiter werden mithilfe eines Basistrainings in ihre Tätigkeiten eingewiesen. Der Standardbestand ist definiert, kann aber in einer vorab festgelegten Bandbreite schwanken. Für die Stufe 3 ist die Fertigungsform der Kleinserie charakteristisch, kann jedoch auch für die Rennertypen einer Kleinstserie angewendet werden.
Die vierte Stufe bilden die klassischen Elemente der Standardisierten Arbeit nach Ohno und Shingo. Die Fertigungs- und Prüfanweisungen weisen eine Unterteilung der Tätigkeiten in linker und rechter Hand auf. Die Arbeitsinhalte mit den entsprechenden Zeiten, eine Arbeitsverteilung (Abtaktung) sowie ein Linienlayout werden in einem Standardarbeitsblatt dargestellt. Die Mitarbeiter werden in die Tätigkeiten mithilfe der 4-Stufen-Methode nach REFA in der Methode unterwiesen. Der Standardbestand ist exakt festgelegt. Diese Stufe der Standardisierten Arbeit wird in der Mittelserien- bis Massenfertigung eingesetzt.
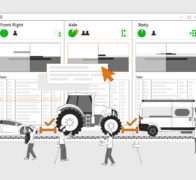
Eine mögliche Visualisierungsform der Stufen zeigt Bild 3. Anhand dieser Darstellung ist erkennbar, welcher Zielzustand der Standardisierten Arbeit in diesem Arbeitssystem erreicht werden soll und wie weit die Einführung vorangeschritten ist. Hier im Beispiel ist das Ziel, Standardisierte Arbeit auf der zweiten Stufe einzuführen. Aus diesem Grund sind die dritte und vierte Stufe weiß hinterlegt. Zurzeit ist die erste Stufe vollständig abgeschlossen. Der Fertigungsbereich befindet sich bei der Implementierung der Elemente der zweiten Stufe.

der Detaillierungsgrade
Anhand dieser Darstellung bekommt nicht nur der Mitarbeiter in der Linie einen aktuellen Überblick, sondern auch Vorgesetzte erhalten eine Information darüber, wie die Zielerreichung vorangeschritten ist und auf welcher Stufe eine Prozessbestätigung zur Erkennung von Abweichungen durchgeführt werden kann. Welche Stufe sich für welche Fertigungsmorphologie eignet, wird durch eine Analyse der Einflussgrößen und Randbedingungen festgelegt. Die Auslegung des Detaillierungsgrades erfolgt nach dem größten Nutzen und dem höchsten Zielerreichungsgrad.
Zusammenfassung und Ausblick
Die Ziele der Einführung Standardisierter Arbeit in der Kleinserienfertigung weichen generell nicht von den Zielen in der Großserien- oder Massenfertigung ab. Jedoch ist ein erhöhter Aufwand zur Erreichung dieser Ziele erforderlich. Dieser bedingt sich durch die kleinserientypischen Einflussgrößen und den daraus resultierenden Problemen. Das Detaillierungsgrad-Modell der Standardisierten Arbeit ermöglicht eine Anpassung der Elemente auf die entsprechende Morphologie. Im Rahmen der Umsetzung wird eine Methodik zur Bestimmung des optimalen Detaillierungsgrades entwickelt, sodass die effektive Einführung standardisierter Arbeit anhand eines Leitfadens erfolgen kann.
Literatur:
[1] Pine, J.: Mass Customization: Die Wettbewerbsstrategie der Zukunft. In: Piller, F.: Kundenindividuelle Massenproduktion. München 1998.
[2] Menge, M.: Ein Beitrag zur Beherrschung der Variantenvielfalt in der auftragsbezogenen Einzel- und Kleinserienfertigung komplexer Produkte. Essen 2001.
[3] Ohno, T.: Workplace Management. Cambridge 1988.
[4] Womack, J. P.; Jones, D. T.; Roos, D.: The Machine that Changed the World. New York 1990.
[5] Oeltjenbruns, H.: Organisation der Produktion nach dem Vorbild Toyotas. Aachen 2000.
[6] Institut für angewandte Arbeitswissenschaft e.V. (Hrsg.): Ganzheitliche Produktionssysteme: Gestaltungsprinzipien und deren Verknüpfung. Köln 2004.
[7] Shingo, S.: A Study of the Toyota Production System from an Industrial Engineering Viewpoint. Cambridge 1989.
[8] Wischniewski, S.; Mende, K., Deuse, J.; Paulus, M.: Standardisierung im Technischen Kundendienst als Basis für Innovationen. Heidelberg 2007.
[9] Rother, M.: Toyota Kata. New York 2009.
[10] Takeda, H.: Das synchrone Produktionssystem: Just-in-time für das ganze Unternehmen. Landsberg/Lech 2006.
[11] Productivity Press Development Team: Standard Work for the Shopfloor. New York 2002.
Mehr erfahren über