Montagefolgeplanung mit AnordnungsbeziehungenEin Advanced Planning and Scheduling System für die Produktion von Motoren und Getrieben
Lesedauer: 5 Minuten
|
Es wird ein Vorgehen zur Optimierung der Montagereihenfolge z. B. bei der Produktion von Motoren und Getrieben beschrieben. Neben den aus der Kanban Theorie bekannten automatischen Schritten des „Nivellierens und Glättens“ werden Möglichkeiten aufgezeigt, die Ergebnisse interaktiv nachzuarbeiten. Weiter kann man zusätzlich eine Menge von Anordnungsbeziehungen definieren und deren Einhaltung überwachen, bzw. erzwingen. Zur Lösung dieser Aufgabenstellung wurde ein Advanced Planning and Scheduling System (APS), das als Add-On zu SAP ERP implementiert werden kann, erweitert. Die Lösung verwendet ausschließlich SAP ERP Daten und SAP ERP Infrastrukturen.
Motivation
In Bild 1 erkennt man die Ausgangssituation für eine Montageplanung.
Eine Menge von Bedarfen, charakterisiert durch Kästen, deren Höhe proportional der Stückzahl ist, bilden Auftragsstapel. Diese sind unterschiedlich über die Zeitachse verteilt. Wollte man die Bedarfe jeweils am Bedarfstag decken, würde an einigen Tagen die Kapazität nicht ausreichen während an anderen Tagen die Auslastung zu niedrig wäre. Daraus wächst der Wunsch nach gleichmäßiger Verteilung der Auftragsstapel über den Produktionszeitraum (Nivellieren).
Dazu muss man erlauben, dass Aufträge schon vor dem Bedarfstermin, gegebenenfalls auch später gefertigt werden.
Weiterhin möchte man über den Tag einen guten Mix der Produkttypen erreichen (Glättung), um eine gleichmäßige Bereitstellung der unterschiedlichen Montageteile zu sichern (Kanban Prinzip).
Drittens sollen bestimmte Anordnungsbeziehungen im Verlauf des Tages eingehalten werden, um die Bereitstellung der zu montierenden Teile zu vereinfachen.

Bild 2 zeigt die Resultate für die Aufgabe aus Bild 1 nach Anwendung eines gemischt ganzzahligen linearen Optimierungsprogramms. Man sieht, dass die Kapazitätsgrenze (rote Linie) eingehalten wurde und die Aufträge eines Tages nach Farben und damit nach Produkttyp sortiert wurden. Weiter erkennt man anhand des roten oder gelben Randes an den Kästchen, dass einige Aufträge Terminverletzungen aufweisen. Für die händische Umplanung kann man sich über den zulässigen Verschiebezeitraum für den ausgewählten Auftrag mittels einer grünen Farbhinterlegung der entsprechenden Tage informieren.

Üblicherweise wird nun ein Planer die Lösung händisch nachbearbeiten, indem er Aufträge innerhalb des grün hinterlegten Intervalls verschiebt.
Er kann aber auch Kapazitäten und Glättungsregeln verändern oder Auftragsterminverschiebungen vereinbaren. Nach einer Änderung wird erneut ein Optimierungslauf angestoßen.
In einer Reihe von Fällen fällt es den Planern schwer, Glättungsregeln so zu verändern, dass der Optimierungslauf genau die Reihenfolgen findet, die der Planer anstrebt. In diesen Situationen ist es einfacher, zusätzliche Anordnungsbeziehungen einzufügen, wie sie im nächsten Abschnitt beschrieben werden.
Beachtung zusätzlicher Anordnungsbeziehungen
Ein Nutzer kann für jede Materialfamilie Restriktionen eingeben, die bei der Auflageplanung eingehalten werden müssen (siehe Bild 3). Hier kann man vorgeben, dass z. B. immer mindestens vier A Produkte oder vier B Produkte vor dem Produkt D gefertigt werden müssen. Weiterhin kann festgelegt werden, welche maximale Losgröße ein Block bestimmter Materialfamilien haben darf.

Man erkennt in der Auftragsliste des Bildes 4, dass dort Verletzungen dieser Regeln angezeigt werden.
Händisch kann man im Simulationsmodus die Reihenfolgen so lange ändern, bis die Menge der Regelverletzungen minimal wird. Hat man eine gute Lösung gefunden, so werden fixierte Planaufträge oder Fertigungsaufträge angelegt und in das SAP ERP System zurück geschrieben, wodurch die Bedarfe gedeckt sind. Darauf aufbauend wird dann in SAP ERP ein MRP Lauf durchgeführt, der die Komponentenbedarfe ermittelt.
Lösungsschritte
Die Lösung erfolgt mittels der Planungsschritte:
- „Nivellieren im Langfristbereich“
- „Glätten im Mittelfristbereich“
- „Montagereihenfolgebildung im Kurzfristbereich“.
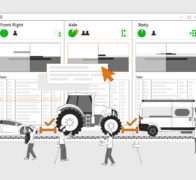
Die Lösung der Nivellierungs- und Glättungsaufgaben erfolgt mit einem kommerziellen Programm zur Lösung von gemischt ganzzahlige Optimierungsaufgaben (MILP). Ausführlich wird die Lösung unter [1] beschrieben. Die Möglichkeiten zur händischen Nachbearbeitung kann man im Bild 4 erkennen.
Dort sieht man ein Balkendiagramm (für die Reihenfolgebildung), ein Stapeldiagramm (für Nivellieren und Glätten) und eine Auftragsliste (zum Anzeigen von Verletzungen von Anordnungsbeziehungen und zur Reihenfolgebildung).
Das Balkendiagramm im oberen Bereich des Bildes zeigt die Situation für einen ausgewählten Tag. Es kann beliebig gezoomt und verschoben werden. In allen drei Darstellungsformen ist es möglich, durch Drag & Drop Verschiebungen händisch vorzunehmen.
In diesem Bild erkennt man im umrandeten Bereich, dass dort der Auftragszusammenhang aufgelöst werden musste, um für alle drei Schichten eine gleichmäßige Produktion zu sichern. Auch diese Zerlegung und Glättung ist wieder über die Anwendung eines MILP zu erreichen.

Lösungsarchitektur
Die Lösung wurde aus einem Advanced Planning and Scheduling System abgeleitet, das von der Firma SAP als SAP-endorsed business solution zertifiziert wurde. Nach Einspielen eines Transportauftrages in das SAP System kann die Lösung als untergeordnetes System zu SAP ERP in Form eines rich clients (fetten Clienten) auf die Nutzerrechner aufgespielt werden. Es werden ausschließlich SAP ERP Daten genutzt. Die benötigten Nivellierungs- und Glättungsinformationen und die Anordnungsregeln werden im SAP ERP Materialstamm abgelegt. Es sind also keine weiteren Server und Datenbanken nötig. Es wird die vorhandene Infrastruktur genutzt. Demzufolge ist die Einführungszeit gering.
Die Lösung grenzt sich von anderen Lösungen am Markt dadurch ab, dass hier der Einsatz eines gemischt ganzzahligen Optimierungssystems (eines Automaten) durch umfangreiche Visualisierungen, Interaktionsmöglichkeiten und Alarmmeldungen ergänzt wird. Somit vermeidet ein Nutzer, dass er verzweifelt an Parameterkombinationen spielen muss, um Ergebnisse zu erreichen, die bei unlösbaren Optimierungsaufgaben, einen Kompromiss darstellen.
Schlüsselwörter:
SCM, SAP, Reihenfolgenplanung, Produktionsplanung, Automotive
Literatur:
[1] Jänicke, W., Walther, L., Tammer, M., Heusinger, M. Modellierung logistischer Systeme – Nivellierung und Glättung auf Montagelinien E3 12/2009, S. 78-80